


裝盒機技術
新聞資訊
文章介紹了藥板裝盒機的工藝對控制系統的要求,并對設備的工作過程及其軟、硬件設計進行了詳細地分析。采用PLC作為核心控制,并結合人機界面技術從而實現了控制過程的智能化和控制參數的可視化。
全自動藥板裝盒機是藥品包裝的重要設備之一,采用機器裝盒,一方面可以提高包裝效率,降低包裝的人工成本,另一方面還可以提高衛生水平。本文介紹的全自動裝盒機不僅適用于藥品,而且也適用于食品、保健品等板狀物品的自動裝盒。其主要功能包括:
(1)藥品說明書的自動折疊與傳送、藥盒成型與傳送;
(2)將藥板與說明書裝入藥盒、藥盒兩端紙舌封裝、打批號(有鋼字和噴碼兩種可供選擇);
(3)生產計數、成品輸送,對無說明書或空盒進行剔除及計數;
(1)具有自動檢測功能:能實現無藥板不下說明書、無說明書不吸盒、無紙盒報警或停機、產品進盒不到位報警或停機;
(2)具有友好的人機界面:可實時對設備的運行狀態進行監視和控制,以實現數據采集、設備控制、參數調節以及各類信號報警等各項功能;
(3)裝盒速度高(設計速度120盒/min)、調速范圍寬,以適應不同尺寸、工藝及裝盒速度的產品;
(4)運行方式要求能實現咱動運行”呼動運行”兩種方式;
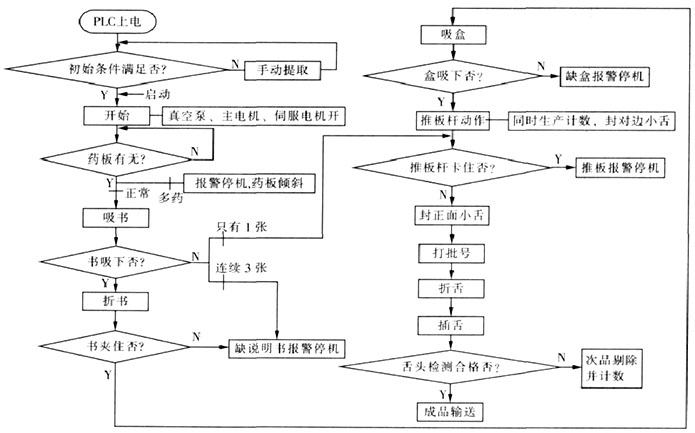
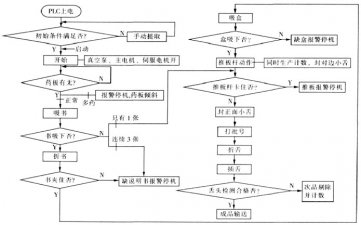
圖1工作流程圖
在系統工作時,按下自動按鈕,當初始條件即:①推板基準點檢測正常;②說明書料位檢測正常;③藥盒料位檢測正常;④真空泵壓力檢測正常,滿足時便進入自動運行方式。系統將按圖1所示流程工作。
根據當前電氣技術的發展趨勢結合裝盒機的控制要求,裝盒機的主拖動部份擬采用交流變頻調速系統,控制部分使用PLC系統的電氣原理圖,如圖2所示。
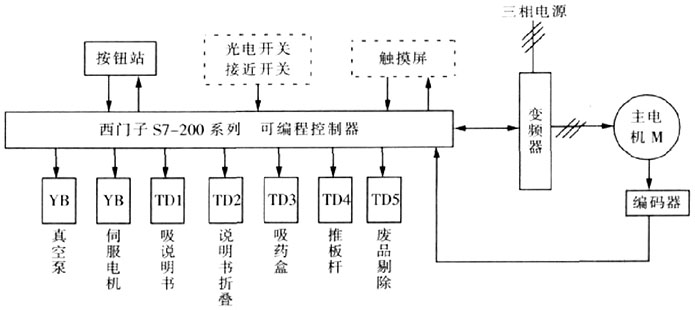
圖2裝盒機電器原理圖
設備的大部分操作都通過按鈕站來完成,操作指令傳送給PLC控制系統,PLC對這些指令進行處理后控制相應的設備。PLC將設備的運行狀態信號傳送給按鈕站,按鈕站用指示燈顯示相應的信息。觸摸屏用各種畫面,可以形象直觀地顯示整個電氣系統的各種運行狀態和設備可能發生的電氣故障。操作人員和電氣維護人員,查看觸摸屏畫面就可以了解整個設備運行狀況和故障發生的位置。PLC用于實現開關量邏輯控制和控制變頻電機轉速大小。旋轉編碼器與電動機同軸連接,對電動機進行測速。按鈕站的按鈕、外部接近開關、光電開關、壓力開關和操作手柄通過PLC,控制真空泵、伺服電機的啟/停、說明書的吸下、說明書的折 疊、藥盒的吸下、推板桿的動作以及廢品的剔除。
該設備的折紙機、推板桿伺服電機、主電機與真空泵采用PLC進行控制。根據工作要求,現場有光電檢測開關11個,接近檢測開關2個,壓力檢測開關1 個。另外設置手動控制按鈕6個,自動控制按鈕2個,工作方式選擇開關2個,其次,變頻調速系統需要2個數字輸入點,所以PLC需要26個數字輸入信號。系統控制對象是折紙機、推板桿伺服電機、主電機與真空泵。折紙機需1個電磁閥控制。推板桿伺服電機為單向運輸,僅需1個輸出點,主電機與變頻器組成變頻調速系統需要1個數字輸出,真空泵的輸出作為吸說明書與吸藥盒使用,其中吸說明書需一個電磁閥控制,吸藥盒需2個電磁閥控制,廢品剔除需1個電磁閥控制,給藥盒倉加料時需要1個盒倉升降控制電磁閥,故現場控制信號有9個,另外設置了“準備就緒”、“循環”、“停比”、和“故障”等系統狀態指示燈4個,所以系統需要有20個數字量輸出。
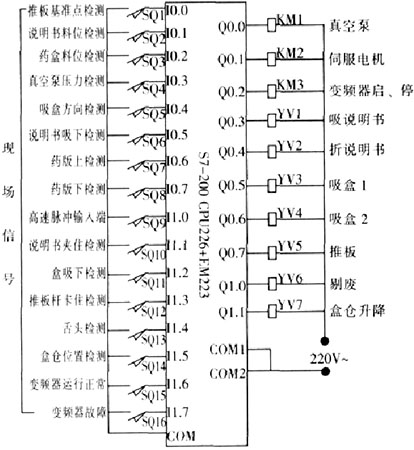
圖3 PLC外部接線圖(一)
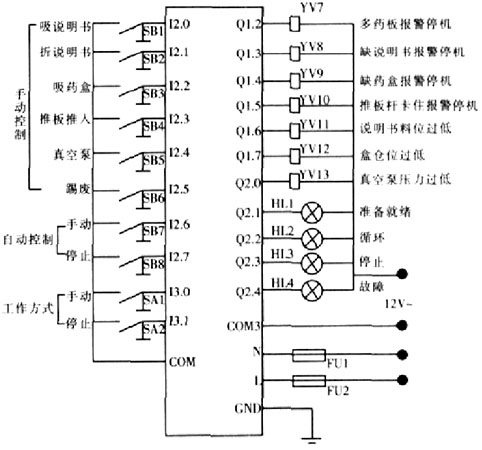
圖4 PLC外部接線圖(二)
根據輸入輸出信號的數量、類型及控制要求,同時考慮到系統維護、功能擴展以及經濟性等因素,主控部件決定選用西門子SIMATICS7-200 CPU226可編程控制器,其共有24個輸入點和16個輸出點;同時外加一個數字量擴展模塊EM223產品編號為6ES7 223 - 1 PH20 -OXAO該模塊有8個數字輸入,8個數字輸出。PLC外部接線圖,如圖3所示(繼電器一接觸器控制線路部分略)。
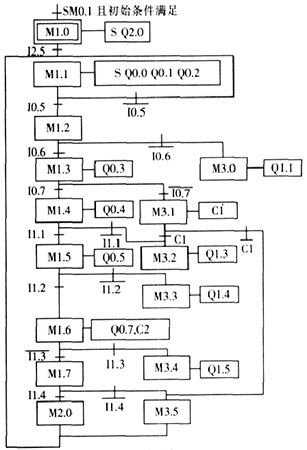
圖5 自動運行SFC
根據裝盒機的工作流程可知,它是一個典型的順序控制,為此移位寄存器順序控制。自動運行的順序控制功能流程圖如圖5所示。
主電機的拖動控制采用變頻器完成。一般變頻器都提供有而板控制、端子控制和通訊控制等控制方。常規的控制一般采用端子控制。變頻器的啟動/停比、方 向、警告、故障指示以及故障復位通過使用開關量控制,速度控制采用模擬量給定完成,這種方式需要大量的配線工作量,同時也需要大量的控制模塊。隨著基于現 場總線的底層控制網絡的發展,許多電氣傳動的生產廠家推出了具有數據通信功能的產品,可以采用各種現場總線,如:LonWorks,PROFIBUS, CAN等,以方便系統組態,但一般作為附件需要另外購置接口硬件。
在藥板裝盒機自動控制系統中,采用S7-200PLC通過RS485接口使用USS協議對SIEMENSMM440變頻器進行控制。通過專門的 USS協議指令,實現變頻器參數的讀取、寫入、各種運行的監視,通訊距離可達S00m,極大地減少了線路連接的復雜性,提高了系統的可擴展性。
Wncc提供了多種控制器件、圖形控件和功能組件,能組合各種顯示和控制功能。利用人機界面操作監控系統,對PLC中的實時數據進行顯示、記錄、存儲、處理,從而滿足各種監控要求。軟件還可以為不同的操作人員設置不同的操作密碼和相應的操作權限。觸摸屏軟件的設計包括創建畫面和信息,并將它們和 PLC程序相連。具體分為以下3個步驟:
(1)界面可視化設計
界面組態具體涉及輸入/輸出區域組態、指示器組態、功能鍵組態、控制鍵組態及文本顯示等各種格式,可根據實際控制功能的差異設計不同的畫面。
(2)定義變量
變量在觸摸屏的組態功能與PLC的相應I/O接點及存儲單元之間建立聯系,實現觸摸屏敏感元件對PLC參數的輸入、PLC當前值及報警信號向觸摸屏的輸出。
(3)設置通信參數
實現觸摸屏與PLC的通信。根據實際情況設計了以下3個界面。
①主界面:觸摸屏的默認畫面。實現操作者密碼設定、系統時間設定,同時可以切換到其它任意畫面。
②手動操作界面:畫面上設置若干功能鍵分別對裝盒機的每個動作進行手動操作。
③狀態監控界面:通過此畫面,操作人員可對裝盒機的運行狀態實時監控,可以顯示當前的生產數量及故障報警等信息。
采用PLC一觸摸屏結合的電氣控制方案并與機械、變頻調速、傳感器技術組合一體,使整機性能可靠;設備的可維護性和靈活性得到了顯著提高。其具有良好的人機界面、完善的遠程監視和控制功能,使操作更方便。另因在開發中采用了PC軟件仿真,縮短了開發周期,提高了軟件的可靠性,極大的方便了程序的離線調試,可廣泛應用于藥品、保健品、化妝品等行業。
上一篇:高速裝盒機吸盒機構原理圖解說明
下一篇:裝盒機說明書折紙機高清圖紙講解